















 第1年
第1年


 英国Strathkelvin溶解氧呼吸测量系
英国Strathkelvin溶解氧呼吸测量系
 深海荧光计
深海荧光计
 在线潜水式多参数水质分析仪
在线潜水式多参数水质分析仪
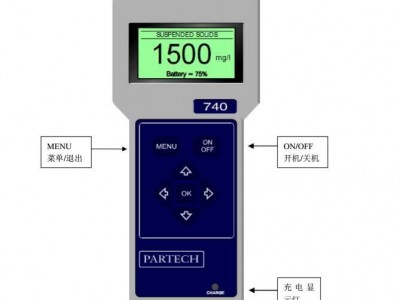
 便携式荧光生化需氧量(BOD)检测仪
便携式荧光生化需氧量(BOD)检测仪
 便携式藻类检测仪
便携式藻类检测仪
 在线总固体浓度测量仪
在线总固体浓度测量仪
- 型号:
- A344W
- 产地:
- 白俄罗斯
在线总固体浓度测量仪A344W
总固体浓度测量仪A344W代表了废水处理行业的新型微波技术,可精确测量和控制总固体含量,从而实现工艺过程的优化和节约大约20%的聚合物成本。仅仅所实现的能源节省一项就足以确保较短的投资回报周期。
典型应用
污泥排放、浓缩、消化、脱水等等。
仪器特点
1.在污泥处理过程中减少能源的消耗
2.提高泵的工作效率和污水处理容量来延缓再投资
3.提高污泥的运输效率
4.有效减少聚合物的消耗
5.提高脱水离心机的工作效率
6.减少实验室检测的需求
7.免于维护
目前使用的传感器多为光学变送器,严重玷污测量传感头,主要是累积的石灰岩会使其偏离测量范围,进而增加维护成本。微波传感器 A344W 采用特殊材料传感器,能抵御污垢的积聚,因此可提供极佳的长期稳定性。
主要技术指标
1.工作范围.......................... 0 - 8%Cs;
2.重复性.................................±0.02%;
3.精度(在稳定条件下)....±0.02%;
4.压力............................ 1.5?8.0 bar;
5.电导率.................... 0-10.0mSm/sm;
6.通信端口........................ ...RS-485;
7.采样时间......................................1s;
8.控制面板电源....... 220VAC / 50 Hz;
9.传感器电源.............................24VDC;
(传感器说明书要求水悬浮液中的空气含量不大于1%,且测量区域设定单元中的压力不小于1.5bar。)
微波传感器A344W应用污水厂的各个环节简介说明
污水厂一级&二级沉淀池污泥排放和污泥回流过程控制,如下图1、2、3、4位置。
通常传统排泥方式是设定固定的排泥间隔周期和排泥时间,由于进水浓度不同,产泥量不同,固定排泥时间会造成排泥不彻底或者排泥浓度太低,增加后续污泥处置压力和泵的能耗。
根据微波传感器A344W控制排泥,保持固定的排泥间隔周期,根据浓度控制停泵时间。确保只有高浓度的污泥排入后续污泥处置工序,提高排泥浓度等于提高了后续所有污泥处置工序的效率,同时提高排泥泵的工作效率,减少能耗,对产泥量可以有量化监控。从而防止了污泥在沉淀池中堆积和改善污泥在沉淀池排放效率。
污水厂污泥消化过程,如下图5位置。
由于消化效率的关键是固体浓度控制,需保证最高固体浓度的污泥进入消化工序。
根据微波传感器A344W对进消化罐前的污泥浓度进行测量,提高消化进泥浓度产生更多沼气,提高消化效率,减少能耗。
污水厂污泥脱水过程,如下图6位置。
通常情况下,污泥处理所需费用高达整个污水厂建设和运行费用的50%~60%。目前大部分污水厂污泥脱水通过投加絮凝剂进行污泥脱水调质,达到更好脱水效果,实现污泥减量化。随着污泥浓度的变化,需要及时调整絮凝剂的投加量。因为只有通过精确的污水固体含量测量才可能节省絮凝剂的投放。
例如以某中型污水处理厂工程规模8万m3/d:PAM投加量为40kg/d;
絮凝剂成本费用估算:PAM药剂费按3万元/吨计,E=40×365×30=43.8万元/年。
按照节约20%絮凝剂,可节约成本计算:
E=40×365×30×0.2=8.76万元/年;每5年可节约絮凝剂成本为:E5=43.8万元。
微波传感器A344W可解决当前的污水处理厂面临问题和节约大约20%絮凝成本。
污水厂污泥脱水污泥饼焚烧过程,如下图7位置。
通常根据进入焚烧污泥的含水率来提前调整天然气和燃油的供给量。
根据微波传感器A344W可以精确地测量污泥固体浓度,保证合理辅助燃料量提高污泥
焚烧效率。
微波传感器A344W应用污水厂加药装置工艺流程:
污水厂加药装置主要由加药箱、计量泵、液位计、电控柜、管路、阀门、安全阀等组成。
污水厂加药装置根据所需絮凝剂浓度,在搅拌箱内配制,经搅拌器搅拌均匀后投入溶液箱、用计量泵向指定的系统中输送所配制的溶液。
污水厂絮凝剂溶液的计量输送由螺杆泵实现,螺杆泵采用变频控制,来调节絮凝剂溶液投加量。变频器的控制信号是由PLC发出,PLC收集来自数据采集和电气控制系统的电信号后再发出控制信号,使絮凝剂的投加量可实现适时控制。
注:该仪器未取得中华人民共和国医疗器械注册证,不可用于临床诊断或治疗等相关用途










 鲁公网安备37021402001368号
鲁公网安备37021402001368号